The Art of Openworked Movements – A Case Study with Vaucher

Recently we brought you a detailed look at Vaucher, one of the most prominent high-grade mechanical makers for third parties in the watch industry (read our article here). We went back to the Val-de-Travers to take a look at how the movement manufacturer produces openworked movements, including their own calibre 5401.
The creation of openworked or skeleton watches, the art of playing with transparency aims at revealing the quintessence of the movement, allowing its wearer to admire its intricacies. When crafting an openworked/skeleton movement, the plate, bridges and other components such as the barrel cover are hollowed out and then carved to the bare essentials to reveal the inner workings that make it tick. It then requires complementary skills, those of master craftsmen to sublimate the movement with time-consuming finishing and decoration operations.
Case in point, the Vaucher calibre 5401 is available in traditional and openworked versions. The Caliber 5401 is an extra flat (2.6 mm) micro-rotor automatic movement, 13 ’’’ ¼ (30.00 mm) in diameter. It runs at 21,600 vibrations per hour with a 48h power reserve. It features just under 200 parts.

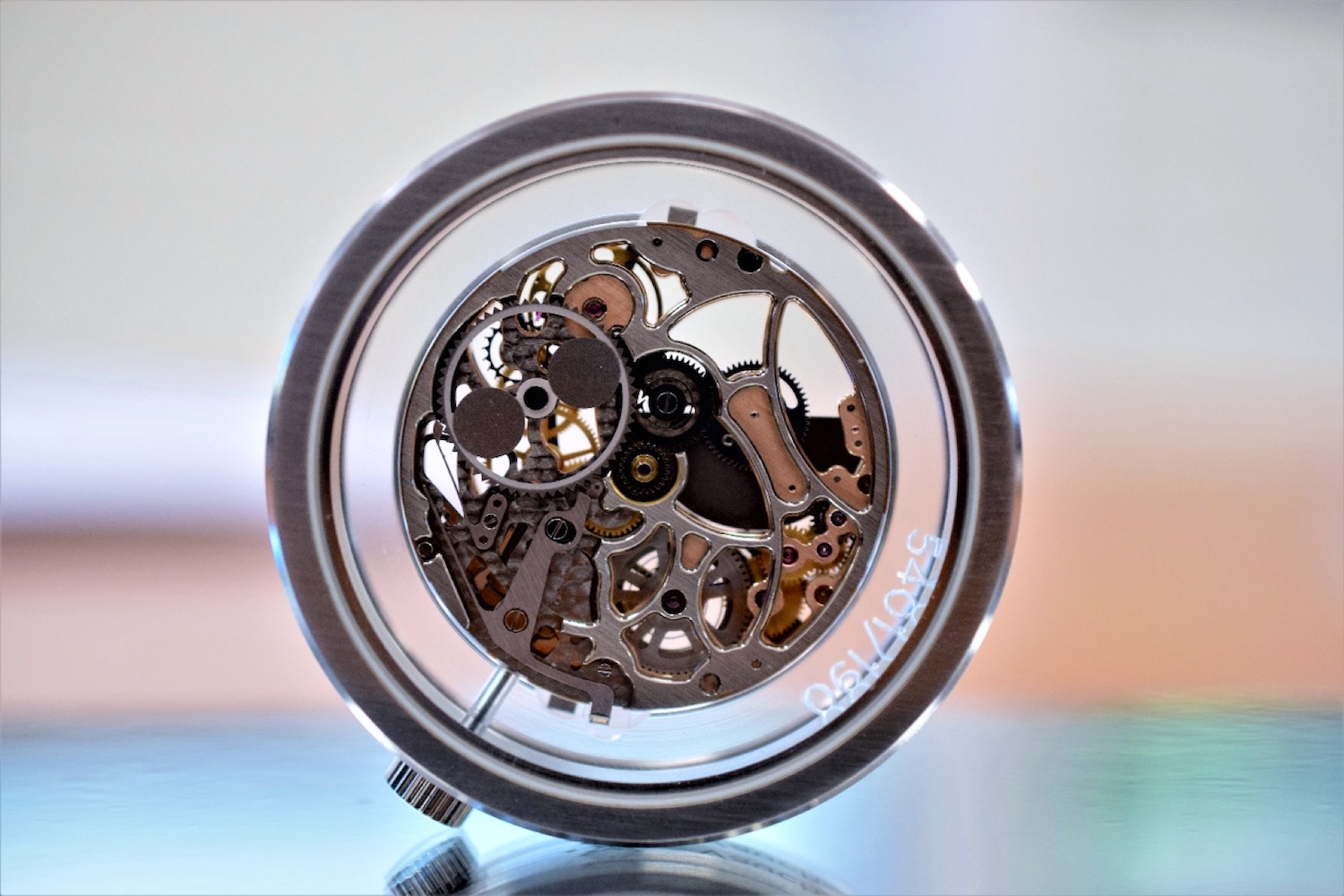
Vaucher being a movement manufacturer (it is the movement manufacture of Parmigiani Fleurier but it also produces for third parties such as Hermes – a Vaucher shareholder – Richard Mille, Fabergé, etc.). The company does not produce watches under its own name and the movements they produce are always customized to their clients’ needs. The openworked version of the calibre 5401 presented in their catalogue is a rather modern take on this art. Traditionally, skeleton watches were richly engraved. In modern versions, this is replaced by more uniform surfaces as pictured below.
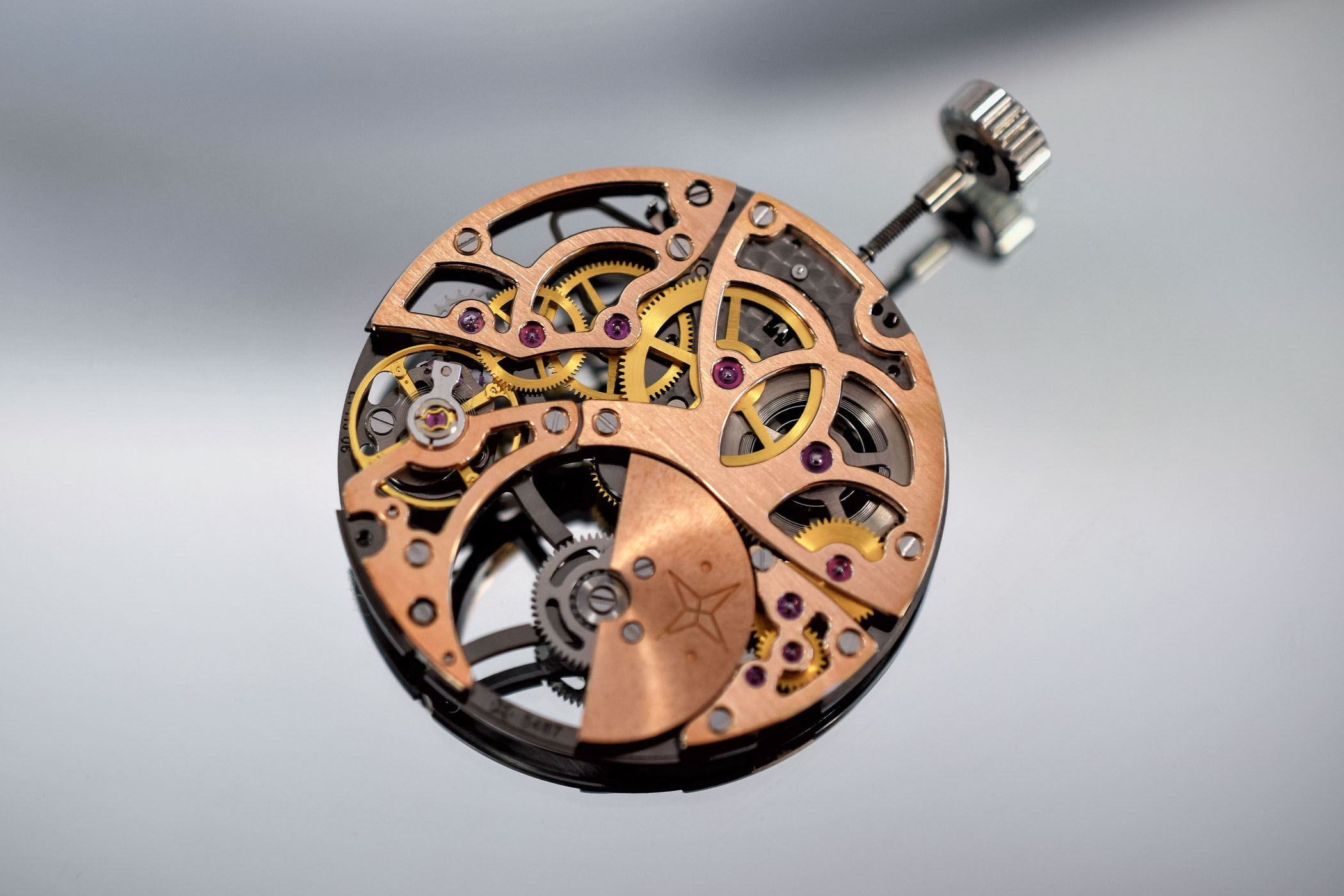
Naturally, more “traditional” skeleton movements have already been produced by Vaucher as shown on a hand-engraved movement below.

The production of openworked parts begins with the fabrication of the blanks for plates and bridges. Skill and precise calculations are needed to openwork as much as possible of the bridges and plate, without rendering parts too fragile. Traditionally, the skeletonization of the plates and bridges was performed entirely by hand from a non-openworked movement by the hands of a master-engraver. Today, except for a handful of artisans such as Kees Engelbarts (see here) and a few larger manufactures (really a few), parts are produced by CNC machines. Each individual part is modelled with software and machined precisely until it is perfectly shaped.





Once the plates and bridges have been machined and extraneous metal has been eliminated, delicate, time-consuming finishing and decoration operations are performed. All the traces of machining are erased, and then, parts are polished and decorated with extreme care by hand, turning raw material into true works of art.

Anglage consist of beveling the edges and inner angles of the openworked bridges and plates to the same angle and width. The rim, meticulously polished, highlights the shape of the part. The anglage must be regular and smooth. At Vaucher, it is performed with wood pegs and abrasive diamond paste (5 times in succession with thinner and thinner abrasive – 20 to 1 micron). This delicate, time-consuming operation is performed by hand as a machine cannot produce such even finish and work on inward angles.

Once the anglage has been performed with wood pegs, the final radiance is achieved thanks to a rotating polishing tool.

The flanks are then finished with a rotating diamond point to embellish the vertical edges that frame and shape the parts. Overall, the finishing of the angles and flanks of a single main-plate requires a full day of work. The following video will make things clearer.
For more information, please visit www.vauchermanufacture.ch.



2 responses
I always found an extra dimension to the workmanship when Servicing these watches!
Movements with a micro-rotor are always impressive and leave the entire movement visible to enjoy and appreciate craftsmanship.