All you want to know about Finishing in Haute Horlogerie
The smallest details are what changes a watch into a haute horlogerie work of art.

The avant-garde mind needed to design the complex inner workings of a watch fascinates all but a selective few of us, mere mortals. The Promethean ambition to master time has inspired inventive minds for centuries; with the hands of talented craftsmen bringing exquisite horological art to life. Beyond the intricacies of the mechanics of time, the relentless search for perfection in their manufacturing is the hallmark which we call “Haute Horlogerie”. Here is an in-depth guide to the different techniques used to finish a movement, according to the concept of high-end watchmaking.
The term “finishing” encompasses the vast array of techniques performed on watch components, once they have been produced by machines. All the traces of machining are erased, parts are polished and decorated with extreme care by hand. Raw metal is turned into works of art – horological alchemy.

In some respects, some of the finishing techniques might have a practical application or function. Beyond the aesthetic interest, plating protects from corrosion. Geneva stripes are sometimes said to help “trap” dust away from the moving parts of the movement – at least, this would have been true in the past, before modern manufacturing techniques made the stripes only a decorative technique. The traditional heating of steel screws changes their colour to a deep royal blue while also hardens them. In any case, finishing and decorating a movement is a sign of the attention given to the minutest details in making the movement, hence a guarantee of its technical perfection.

While modern CNC machines can be used to produce and pre-finish watch components, elaborate hand-finished movements are something else, and can be considered as true works of art. The charm of parts embellished by gestures and skills passed down through generations and performed by talented craftsmen cannot be rivalled or equalled by industrial finishing processes. Some operations, like the work on certain angles, can only be performed by hand (this is the case for internal or sharp angles). Last but not least, each piece becomes unique, the gift of “imperfections” being authenticity plus, however as trained watchmakers are, no two will ever be perfectly identical.
Anglage
Anglage refers to bevelling or chamfering. It consists of bevelling their edges to the same angle (in general 45°) and width, performed in particular on bridges and plates. The rim, meticulously polished, highlights the shape of the part. The anglage must be regular and smooth. It is one of the most delicate finishing techniques, but also one of the most widely used.


Modern machines can now produce improved, clear-cut chamfering which can be finished industrially for large-scale production – so-called diamond-cut bevels. This preliminary stage also makes it easier for high-end manufacturing with the work performed at a second stage, guiding the parts and tools by hand using lathes, to perfect the bevel.

Hand-made bevelling with traditional tools such as files, wood pegs and abrasive pastes is incomparable to modern machining and remains a necessity for internal cut-outs. Different diamond pastes, with increasingly fine grains, can be used in succession to obtain a flawless polish and perfect shine. This meticulous technique requires great dexterity and skill. One type of angle can only be done by hand – what insiders know to be the holy grail of finishing in Haute Horlogerie, the rounded angles, like performed by Romain Gauthier or the Master, Mister Philippe Dufour. Here, the surface of the chamfer isn’t flat but convex and only a few extremely trained hands can achieve such detail – see some of these angles in this Dufour Simplicity.
Black polish
Also called mirror polish (poli noir, miroir ou bloqué in French), this time-consuming finish is characteristic of Haute Horlogerie and is used to acquire a perfectly smooth surface of the steel parts, which in return reflect the light like a mirror or appear black when gazed from a certain angle. Such polishing requires a perfectly flat surface, with not a single irregularity or rounded angle on the part in question (the edges of the part must be perfectly flat too) and light reflections must be in one single direction. Depending on the light, reflections can be black (when the light is perpendicular to the part), metallic grey or white. Even if such a polishing decreases the risk of oxidation, it remains mainly some decorum.
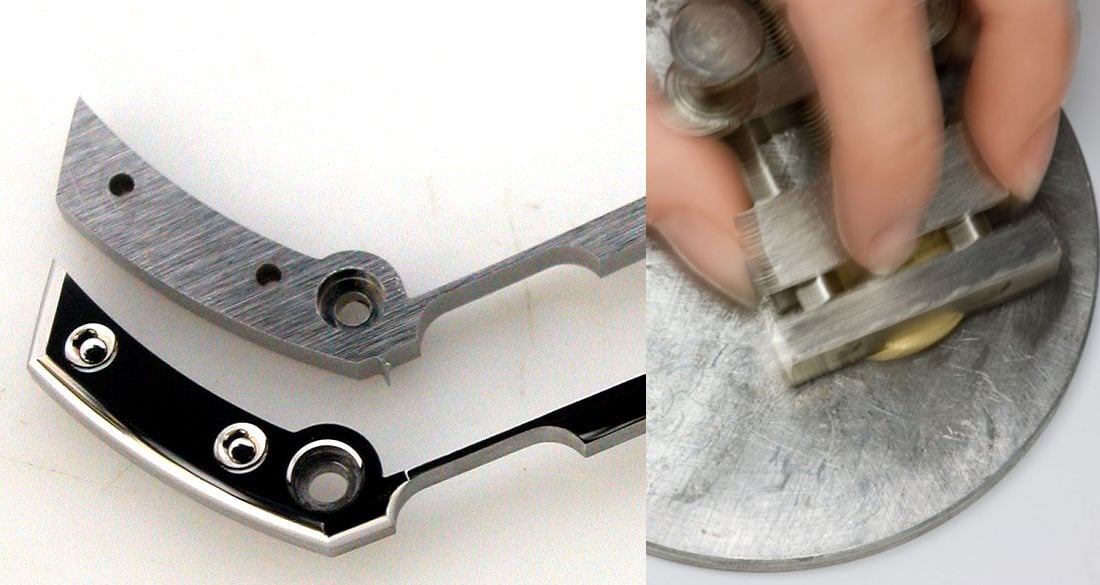
To achieve such a finish, the surface must first be softened (adoucir in French) to be perfectly planned. Surfaces are less rugged with minimal shine. Once the surface planned, the finisher scrubs the plane surface of the part on a zinc plate. With the help of abrasive diamond pastes (these pastes getting thinner and thinner till the end of the process), the watchmaker will do circular movement to remove the imperfections on the part until he achieves a perfect black polish. This process, only done for high-end watches, is extremely time-consuming. Polishing the upper surface of a tourbillon bridge can take up to 3 hours.
Geneva Stripes
A Geneva stripe refers to one of the most traditional types of decoration, consisting of applying regular parallel wave-like patterns to the parts, for instance, plates, bridges and rotors. The stripes can be straight or circular and shall always be aligned perfectly across the different parts.

This technique is mainly applied on the flat and visible part of the bridges (main plates are usually treated with circular graining). Nowadays, it is an entirely decorative technique, which couldn’t be used on moving parts, considering the amount of material removed and the non-regular surface of the part once finished with Geneva stripes. Several techniques can be used, the most common ones relying on machines. Semi-automatic machines are guided by hands. The part is fixed on a moving tray that goes under an abrasive tool, “scratching” the surface of the part. A more modern (and even cheaper) technique uses CNC machines. No human hand is required here. Finally, there’s the manual, hand-made solution, of course time-consuming, of course less regular but much more beautiful to look at. Here, the part slides under a rule with an abrasive tool in wood, cut to a chosen diameter, defining the size and motif of the stripes.

Perlage
Perlage is another traditional finish, also known as circular-graining or stippling, that consists in covering the surfaces of the plates or bridges, by applying a pattern of overlapping small circles with a rotating peg. Often, it is used on hidden surfaces, for example, the back of the main plate (below the dial) or recesses. This finish is one of the few not to be entirely automatized and usually, a watchmaker’s hand is required to apply circular graining.

Engraving
Engraving is generally used to present hallmarks or various information, predominantly starting with the brand itself on the movement. It can also be used to decorate and personalize the parts with true work of arts.

Several methods are used to engrave movements. For large scale production, engraving is achieved with CNC machines, lasers, chemicals or pantographs. Hand-engraving, a very complex, time-consuming and rarefied art, makes a huge difference. Under a microscope, one will spot roughly cut lines, imperfections that catch the light which adds unique brilliance.
Sinks
A concave chamfer around the screw heads or jewels is carved and polished. The hole has been previously machined. The irregular rims of the drilled holes may be polished by hand.

Screws
Even the smallest parts such as screws are subject to exquisite finishing embellishing the movement. Screws are polished to add brilliance. They are often blued, a traditional finish with captivating hues.

Even If some brands chose industrial polishing or blueing techniques (chemical blueing), high-end manufactures still work using century-old gestures. Screw heads are finished by hand to a mirror polish, rubbing them patiently. They are then thermally blued. During this delicate process performed with a flame for small productions, screws must be heated at a very precise temperature to obtain the desired colour.

Wheels
The wheels are subjected to numerous finishing techniques, specifically for high-end watches. The machining marks are carefully eliminated. Their spokes can be chamfered on the upper and lower sides, sinks are polished – in high-end watches (such as watches with the Hallmark of Geneva). Their surface is circular satin-finished.

The pinion leaves and other working parts of the wheels are polished or burnished while these operations should not modify their functional shape.



15 responses
“A machine can only make ROUNDED ANGLES”
“One type of angle can only be done by hand – what insiders know to be the holy grail of finishing in Haute Horlogerie, the ROUNDED ANGLES”
These two sentences contradict each other. I know what you meant, but novices might not. So perhaps you might want to rephrase them…. Thanks!
Thank you for this comment. Indeed, it could have been confusing. A machine can only do curves and no sharp or internal angles. In the second part, we are talking about the surface of the chamfer, which is usually flat, except for Dufour and Gauthier (they can achieve to have a bombé surface…). Now changed to be clear.
Thanks again for a well presented technical article. These articles are some of the most informative that are currently being presented. Kudos!
4th paragraph beginning: “While modern CNC . . .” is awkward.
Thanks Shirley, glad you enjoy reading them
edited…
Great read and so informative. I’m glad I came upon this series. Perfect content for relatively new watch enthusiasts like myself looking for a broader understanding of watch construction (and beyond). Your site will definitely become a stop on my daily watch info routine.
A wonderful short, interesting, and informative course. I’ve always had an interest in fine timepieces, and other superlative products.
This concise printed, visual scenario helps me greatly to have a deeper understanding and appreciation for the few timepieces that I own and others that I aspire to and admire.
Many thanks.
Sincerely,
STEVE
Thanks for your message, Steve!
Thank you for your very informative article with clear, impressive photos. It helps me understand and appreciate my newly acquired Roger Dubuis Monegasque.
Xavier, this is one of the best articles on the subject! It’s extremely well written and will become part of my „library“.
I’m trying not to laugh. Most of that so called ‘hand-finishing’ was actually done by machines – it has been that way for 300 years. The ONLY obvious hand finishing was the engraving of the Vacheron bridge.
Wonderful succinct article on watch finishing. More of this type of articles please!
Fascinating article, like all art it’s very subjective. Some of the examples looked truly fabulous and others distractingly busy but the skill has to be admired whatever the end result. Great piece.
Beautiful article! I will speak about a haute horlogerie organization I think must remain nameless for my personal safety: If you cannot or will not afford to do something very well and the world does not need it to be done, don’t do it. Sloppy “hand finished” anglage is IMO bad if any OCD person with a 10X loupe buys your production timepieces because it just looks like a shoe sole with a run down heel for 5 figures USD. A factory rep told me hand finishing cannot be perfect like machine finishing. From decades of experience I know flaws that are better than putative perfection from finishing that does not come up to the standard of your pictures in this article, and Abraham-Louis Breguet didn’t do “Geneva stripes” anyway, to my knowledge. Leave waves in the steel to living national treasure Japanese sword makers and the opening sentence of Hermann Broch’s magisterial novel “The Death of Virgil”, or, if needs be, Philippe Dufour.